







elektrostatik toz püskürtme işlemi
Marka CHANJEOU
Ürünün menşei FOSHAN
Teslimat süresi 15 GÜN
arz kapasitesi 3 milyon ton
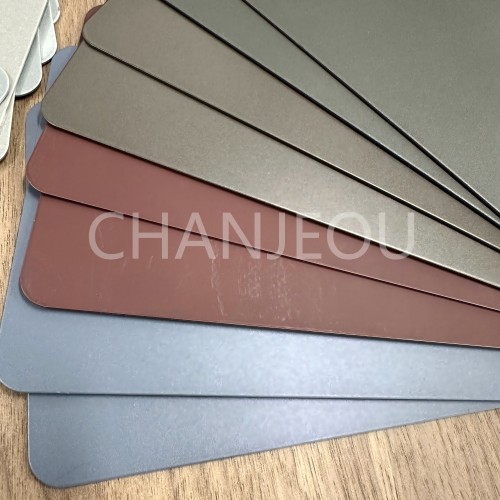
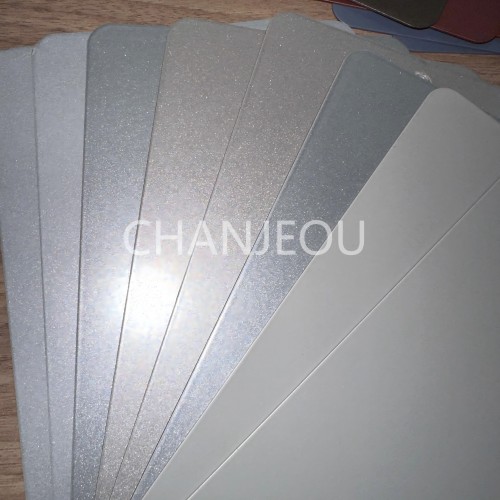
Toz boya, tamamen otomatik püskürtme yöntemiyle uygulanabilen, büyük miktarlarda veya ultra ince püskürtme tozu içeren, geri kazanım sistemiyle kolayca toplanabilen ve böylece geri dönüşüm amacına ulaşılabilen, saf katı bir kaplama malzemesidir. Bu nedenle, toz boyaların kullanım oranı neredeyse %100'e ulaşabilir; bu da kaplama endüstrisinin atık işleme maliyetini azaltırken, çevre kirliliğini de en aza indirir.
elektrostatik toz kaplama
Elektrostatik toz püskürtme ekipmanı (elektrostatik püskürtme makinesi) kullanılarak iş parçasının yüzeyine toz kaplama püskürtülür. Statik elektriğin etkisiyle toz, iş parçasının yüzeyine eşit şekilde yapışarak toz halindeki bir kaplama oluşturur; toz kaplama, yüksek sıcaklıkta fırınlama, düzleştirme ve katılaşma işlemlerinden geçerek farklı efektlere sahip nihai kaplama haline gelir (farklı efektli toz kaplama türleri).
Ayrıntılı adımlar
1. Ön işleme
Amaç: İş parçasının yüzeyindeki yağ lekelerini, tozu ve pası gidermek ve püskürtme kaplamanın yapışmasını artırabilen korozyona dayanıklı bir fosfatlama tabakası veya kromlama tabakası oluşturmaktır. Ana işlem adımları: yağ giderme, pas giderme, fosfatlama (kromlama), pasivasyon. Ön işlemden sonra, iş parçasının yüzeyinde yağ, pas veya toz bulunmaz ve ayrıca orijinal gümüş beyaz parlak yüzey üzerinde paslanması kolay olmayan, düzgün ve pürüzlü gri bir fosfatlama filmi (krom film) oluşur. Bu, paslanmayı önler ve püskürtme kaplamanın yapışmasını artırır.
Üç yaygın ön işlem yöntemi vardır: ıslatma, püskürtme ve şelale yöntemi. Islatma yöntemi birden fazla ıslatma tankı gerektirir; Püskürtme yöntemi, püskürtme hattı üzerinde bir püskürtme hattı kurulmasını gerektirir; Şelale yöntemi ise çözeltinin yüksek bir yerden doğrudan iş parçasına akmasıdır.
2. Elektrostatik püskürtme
Amaç: Toz boyayı iş parçasının yüzeyine eşit şekilde püskürtmek. Özel iş parçaları (elektrostatik korumaya yatkın alanlar dahil) yüksek performanslı elektrostatik püskürtme makineleri kullanılarak püskürtülmelidir.
İşlem adımları: Elektrostatik adsorpsiyon prensibi kullanılarak, iş parçasının yüzeyine eşit bir toz kaplama tabakası püskürtülür; dökülen toz, bir geri dönüşüm sistemi aracılığıyla geri kazanılır.
3. Kürleme
Amaç: İş parçasının yüzeyine püskürtülen tozu katılaştırmak.
İşlem adımları: Püskürtülmüş iş parçasını yaklaşık 200 ℃'lik yüksek sıcaklık fırınına 20 dakika süreyle yerleştirin (kürleme sıcaklığı ve süresi seçilen toz kalitesine bağlıdır ve özel düşük sıcaklıkta toz kürleme sıcaklığı yaklaşık 160 ℃'dir, bu da daha fazla enerji tasarrufu sağlar), böylece toz erir, düzleşir ve katılaşır.
Neden bizi tercih etmelisiniz?
1. Uzun geçmişe sahip üretici
2. Profesyonel mühendis ekibi
3. Güvenilir satış sonrası servis ekibi
4, iyi fiyat
5, güvenilir tedarikçi
Müşteri listesi:
Suudi Arabistan, Türkiye, Bangladeş, Hindistan, Brezilya, Kuveyt vb.
Bize Ulaşın:
E-posta: melody@chanjeou.com
WhatsApp: +86 13450531604






